
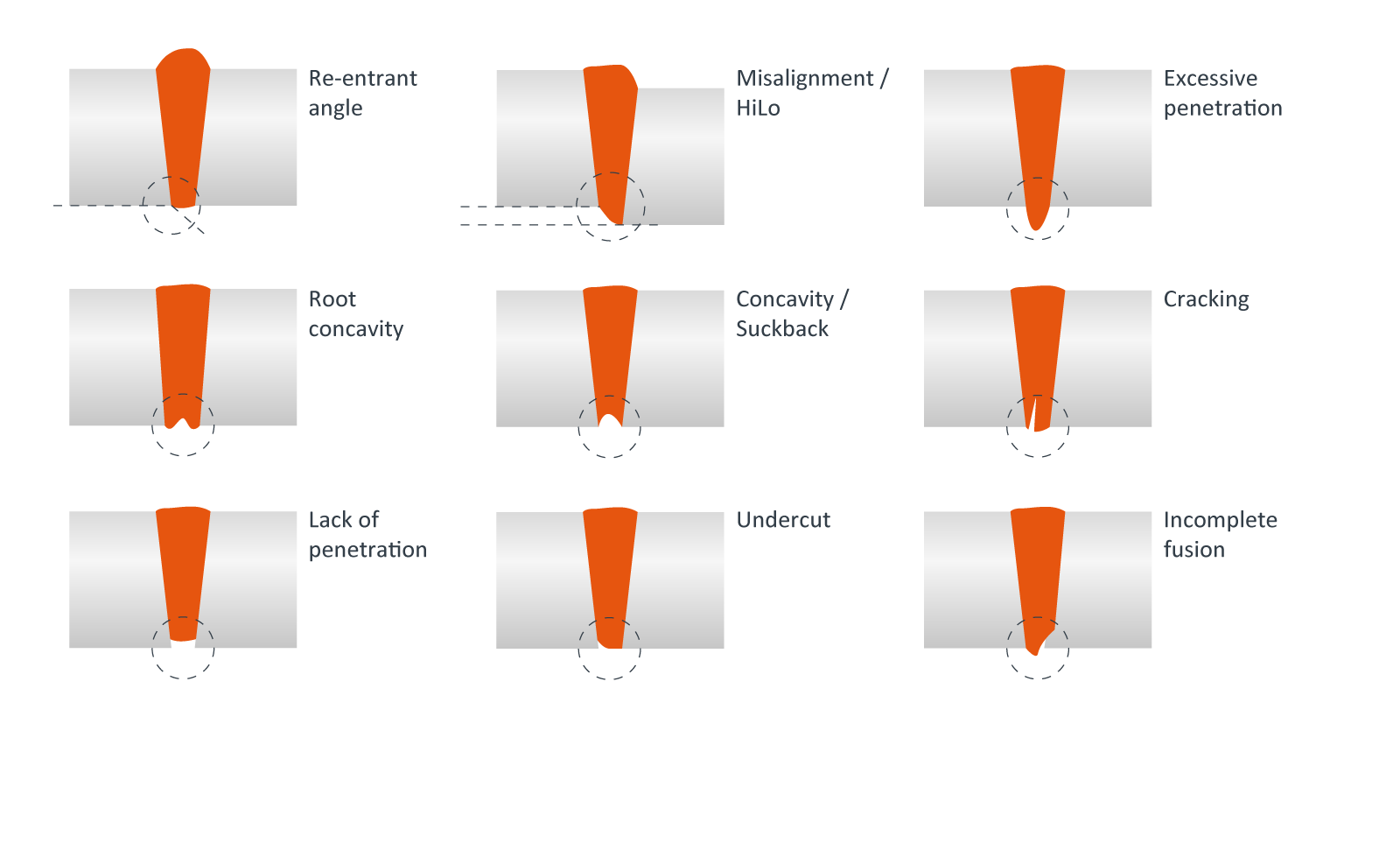
Most common welding defects
Update: Solving weld defects with grinding
OMS has recently launched our SmartGrind service, a modular addition to the award-winning AUGA.node weld inspection service. SmartGrind identifies and remediate defects such as excess penetration, sharpness and crystallisation before rescanning the weld to confirm quality. Contact us for more information .
Every weld in a pipeline is a critical link on which the system depends. Weld failure has significant consequences – not just project delays and increased costs but potential environmental disaster, which causes share prices to tumble and reputations to suffer. All defects have the potential to cause serious problems in weld and pipeline integrity. In this article we take a look at some of the major welding defects, their causes and remedies.
Common weld defects
What causes weld defects?
Weld defects occur because of several reasons – using the wrong materials for the job, applying the incorrect process, welding under difficult conditions or an inexperienced or unskilled welder.
Common weld defects
Misalignment (HiLo)
Misalignment, or HiLo, is the difference between the internal and/or external heights of two pipes. Poor alignment causes a weaker weld that is less able to cope under high fatigue conditions. Improving pipe fit-up is the best way to reduce HiLo before welding.
Excessive penetration
Excessive penetration occurs when excess weld metal protrudes through the weld root. It is usually caused by a joint gap that is too large, root faces that are too small or heat input that is too high and can cause erosion and/or corrosion. Better pipe fit-up and ensuring correct weld technique will reduce the risks of excessive penetration.
Root concavity/concavity/suck-back
Root concavity, concavity and suck-back cause a shallow groove to appear in the weld root and happens when the pool shrinks within the weld.
Cracking
Cracking is the most serious weld defect. They will eventually cause a weld to fail and welding contractors go to great lengths to avoid them. Welds are under continual internal stress from fatigue, bending, flexing and expansion/contraction and cracking occurs when the internal stresses exceed either the base metal, the weld metal or both. Hot cracks happen at temperatures over 1,000°C and are usually caused by contamination or material problems, cold cracks occur after the weld has cooled, usually caused by hydrogen diffusion, and crater cracks appear because the weld pool does not have enough volume. Preparing welds carefully, choosing the correct materials and storing them safely will help to prevent cracking.
Lack of penetration/incomplete fusion/undercut
Incomplete root fusion occurs when the weld fails to fuse to one side of the root. Lack of penetration happens when both sides of the root fail to fuse to the weld. Undercutting is a groove that appears in the base metal near the weld root. Correct preparation of the joint and base metal surfaces, along with use of correct materials and welding techniques can help to prevent these defects, which can lead to poor quality, weak welds and eventual cracking, from occurring.
Weld standards
Even when the best quality welding is carried out in optimum conditions by perfectly trained welders defects will occur. Various national and international standards exist to specify what level of imperfection is acceptable. You can read more about standards in the oil and gas industry here.
Weld defect remedies
Nearly all weld defects can be remedied by better preparation, improving pipe fit-up, ensuring the correct materials and technique are used and properly trained/skilled welders.
Preventing problems with weld inspection
Defects are usually picked up when welds undergo x-ray or automated ultrasonic testing (AUT) but this takes place at a late stage in the pipe laying process on board a pipe-lay vessel. If a defect is found, cutting out the weld is then the only solution, leading to lost time and considerable costs. Defects such as colouration in corrosion resistant alloy (CRA) welds, HiLo and porosity are difficult or even impossible to detect using this methods.
Inspecting the weld for specific types of surface defects early reduces the risk of lost time, increases project efficiency and saves costs.
Find this article useful? Sign up for more here!
Updated 27.03.2023
[5 minute read]