Pipe Reeling Trials
Key features
Verification of reeling installation criteria and design parameters
Simultaneous laser and camera measurements allow 3D visualisation
Enables creation of a reeling finite element model
Multiple scans identify pipe ovality changes through reeling cycles
Highly accurate and repeatable tools
Select and analyse localised features and defects
Reports available in multiple formats

Simulated pipe reeling process
A select group of companies, such as TechnipFMC, Subsea 7 and others, have mastered the art of bending pipes onto a reel before taking them offshore for laying. This method helps reduce costs considerably because most of the welds take place onshore. Spoolbases around the world weld together multiple kilometre long strings for laying in an offshore location. Carrying out a simulated reeling process involving a twelve metre long single section of pipe, ensures the computer-aided design will meet specification before the pipes go offshore.

Measuring pipe ovality
The OMS reeling trial involves multiple cycles of bending a pipe on a bend rig, set-up with the same radius as the spool on the vessel and then straightening it. Our profiling device uses ultra HD cameras and lasers to take measurements at specified intervals throughout the pipe, creating a detailed image of its interior. Measurements are taken before, during bending, and after straightening. Data captured by our device is then analysed by our sophisticated software, which provides various visualisations including images that have been stitched together to provide 3D mapping of the pipe interior. Vital information is provided to our client, who can determine whether the pipeline meets specification or not.
Increased project success
An OMS profiling device is put into a pipe ready for reeling and moved along to the desired test locations where it measures more than 2,000 radial distances at discrete angles to create a detailed image of the pipe’s shape. The image below shows an operator moving the tool within the pipe using push rods.
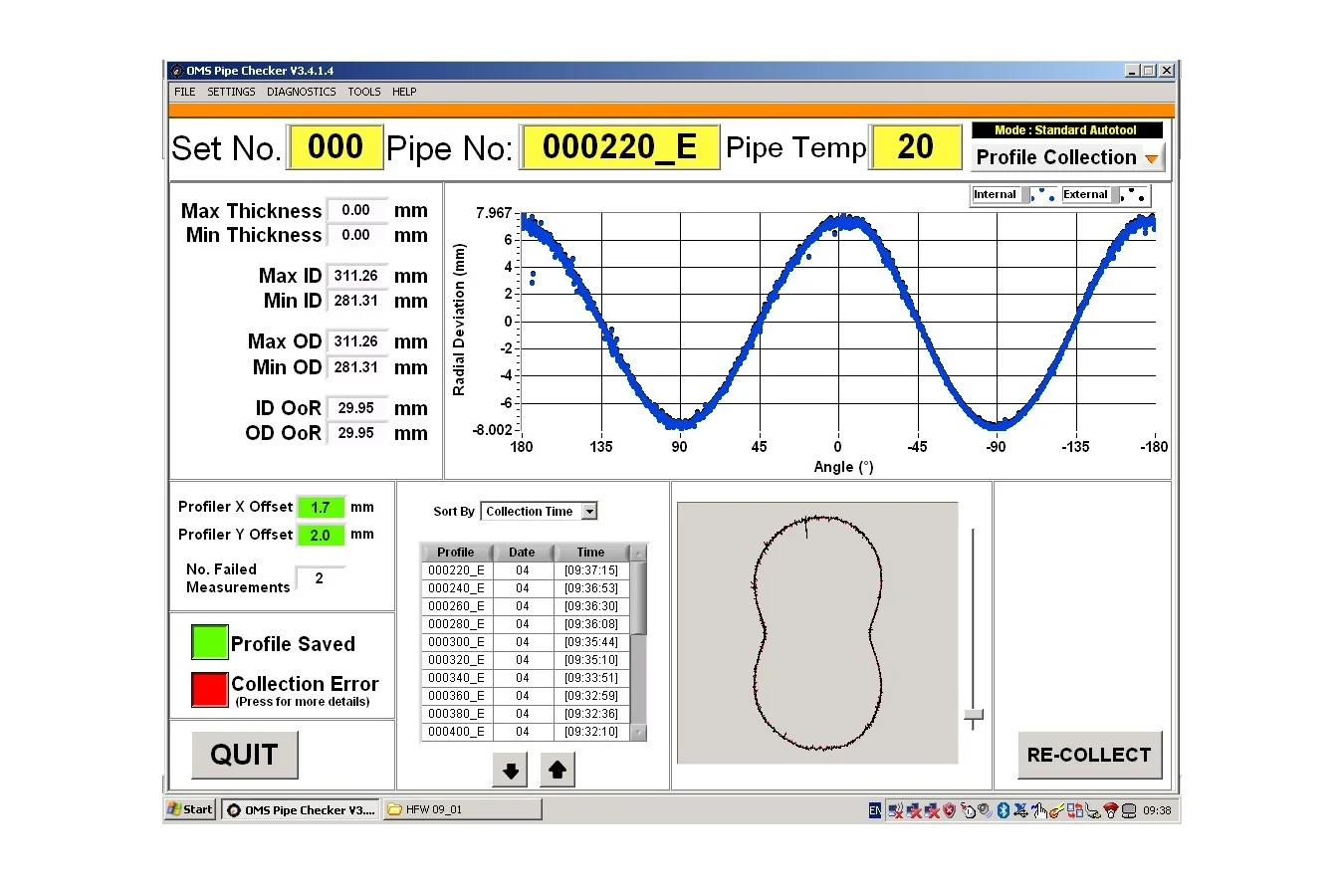
Undertaking the simulation process at the same location as the pipe is bent and unbent allows vital measurement data to be collected for review by the design engineer. The following image shows a typical unwrapped and exaggerated profile of a pipe during the simulated reeling process.
The OMS simulated pipe reeling process allows operators to avoid excessive ovality, saving time and costs, and increasing the likelihood of project success. The picture below shows the end goal – pipes of several kilometres long reeled onto a vessel for subsequent pipelay.