
Guide to pipe measurement and inspection
This guide is intended for pipeline engineers, inspectors and managers. It covers the use, types, fabrication, measurement and inspection of pipes and pipeline networks, predominantly in the oil and gas industry and energy sector, and links to more detailed page resources. Read below or email us to receive a PDF copy. © OMS 2026
Latest pipe measurement news





Page contents

OMS pipe measurement technology in action
Introduction to pipelines
Pipelines have been used for many hundreds of years to transport resources from one location to another. From basic wooden tubes that were lashed together in lengths, to modern unplasticised polyvinyl chloride pipes (uPVC), they have always played a key role in the survival of man. These manufactured tubular sections can now be found everywhere on the planet performing numerous essential functions, like carrying the sewage from our homes, to the upright sections of metalwork supporting the lights on our streets.
One of the areas which sees the most prolific uses of pipework is the energy sector. A growing global population places huge demands on industry to provide the necessary resources to support that growth. However, environmental concerns have placed all industries under the spotlight. As the rise in the average temperature of the earth’s climate system, ie, global warming as it is more commonly known, becomes increasingly more important, the pressure to reduce the carbon footprint of the energy sector is a frequent topic for discussion for world leaders and the populace alike.

Despite the often negative attention the energy sector receives, a great deal of effort goes into ensuring the millions of kilometres of pipelines utilised by industry meet stringent safety standards, both in terms of production of the pipes themselves and the products they transport.
This article looks at the production of pipeline networks and examines the multitude of techniques used to install, maintain and utilise pipes in modern working environments.
Pipe manufacturing
The hollow, tubular pipe form is inherently strong and therefore lends itself to not only supporting external loads in construction use, but also for transporting a product from one place to another. When you use public transport, turn on the heating or fill a glass with water, it’s highly likely that you’re using a pipeline in some way.

Today, most pipes are made in steel mills. The use of steel pipes and their manufacturing dates back into the 1800’s. Other materials such as exotic alloys and now carbon steel are becoming more widespread. Whilst steel is used principally due to its strength, it can also be made into incredibly lightweight tube sections for use where the pipe weight is a consideration, for example, the manufacture of leisure equipment or racing bike frames.
Steel pipes are typically manufactured into one of two types:
Seamless pipe: made by piercing a solid billet of pipe to render a hollow tube
Welded pipe: made by taking a large sheet and folding it into a tubular shape
Seamless pipe manufacturing process
This process utilises a rotary piercer, to make a hollow into a solid billet of steel which has been heated in a rotary furnace to render the material sufficiently soft to penetrate. The heated steel billet is then moved onto the mandrel with the assistance of a set of rollers and pushed along the length, producing a hollow tube of seamless pipe.

Welded pipe manufacturing process
Welding sheet metal into a tubular form by a forging process dates back over 150 years. In fact, the British ironware merchant, James Whitehouse, was granted a patent as early as 1825 for welded pipe. Today, steel with a thickness of as much as 114 mm can be curved into tubes, often using an electrical current to heat the material in preparation for bending or other pipe fabrication techniques.
Types of pipelines
Pipelines in the energy sector are generally divided into two categories:
Pipelines for transporting liquids
Pipelines for transporting natural gas
Liquid pipelines transport products such as crude oil from its source location back to a refinery where it will be subjected to production processes, for example, distillation.

However, natural gas pipelines transport the product from the source to processing plants where they will be distributed via another pipeline network.
Within the two main pipeline categories, there are 4 subcategories:
Gathering pipelines: transport crude oil, natural gas and other liquids over short distances. Their purpose is generally to collect products from sources before carrying the product to the next stage for processing..
Feeder pipelines: carry oil, gas, and other liquids from storage tanks and processing facilities to the next stage - transmission pipelines.
Transmission pipelines: transport natural gases, liquids, crude oil, and other processed products over longer distances where destinations may be in other nations.
Distribution pipelines: these pipelines are used to distribute products directly to businesses and residential locations.
Pipes can vary in length but are typically 12 metres in length. They can be cut to the desired size by a production team in a factory or welded into longer lengths to facilitate easier pipeline installation.
Pipe ends are referred to as having:
Plain ends (PE)
Threaded ends (TE)
Bevelled ends (BE)
Plain end pipes are commonly used on small diameter pipes and connected with slip-on flanges and socket weld fittings. Threaded end pipes are again used with smaller diameter pipe connections using other threaded pipes. Bevelled end pipes are generally welded together in lengths to create near seamless networks for transporting the product.
Pipe diameters vary in size depending on the application and product intended to be transported, but can generally be categorised into the following:
Large diameter pipe: 26” - 60” (66 cm - 152.4 cm)
Medium diameter pipe: 14” - 24” (35.5 cm - 61 cm)
Small diameter pipe: 1” - 12” (2.5 cm - 30.5 cm)
Nominal pipe size (NPS) is the North American standard for pipes that are used under high or low temperatures or pressures.
Pipe dimensions and their measurements are covered in greater detail later in this guide.
Pipelines and the environment
Pipelines are often used to carry gas and liquid products over great distances, frequently over third-party land. The consequences of a burst or even damaged pipeline are potentially catastrophic. Therefore, in order to ensure the safe installation, management and production of a pipeline, it is necessary for installation businesses to adhere to standards.

Before a pipeline is installed, a great deal of consideration goes into its construction, including the route, surroundings and the resulting impact on the environment. There are often sensitivities around the nature of the product to be transported through the pipe network due to the risks involved. Increased awareness of the environment has resulted in a focus on any industrial activity which might compromise humans, animals or nature itself. The products carried by pipelines are typically corrosive, flammable and toxic, therefore pose a risk to life.
There have been a number of disasters in recent times whereby accidents due to pipeline production has resulted in catastrophic events. In the same way that the aviation industry employs a scrutinous response to air accidents in an attempt to avoid a future repeat of an air accident, the oil and gas sector also reacts positively.
From these disastrous events, improved safety has been drawn into the spotlight with huge amounts of money being invested in an attempt to minimise risk and improve safety for all areas of the industry. Every accident now leads to intense safety reviews where processes, practice, technology and equipment is considered.
Pipe fabrication and installation
The fabrication of pipes is an essential part of preparing a pipeline so that it’s ready for production. Pipe fabrication in this context can mean any one of the following activities:
Painting
Coating / lining
Bending
Cutting
Welding
Coding
Testing
Each of these fabrication techniques may be applied depending on the nature of the product it will transport and the location of the pipe installation.
Pipeline fabrication
Certain scenarios, such as subsea deep water for example, require a pipe to be not only thick-walled, strong and robust, but resilient to intense pressure. Some of these pipeline installations are at depths of several 1000’s of metres where the risk of pipes buckling is high. Therefore, fabrication and testing are necessary to determine whether the chosen pipe will withstand the stress and strain of production.
These challenges are not limited to the pipes during the production phase, but also during installation. The practicalities of moving and constructing a pipeline network at such depths not only include ensuring that the stringent specifications for installation are met, but safety compliance regulations too, present a hugely challenging task for businesses in the sector.

Conversely, fabrication and construction for pipes used across land is considerably less complex. Whilst this type of pipe installation is not without its own challenges, activities such as transportation, fitting and construction are less complicated and also negate the need for such high levels of fabrication. Pipelay vessels are required to offshore installations where deepwater pipelines are to be constructed using methods including tow-in, J-lay or S-lay.
Pipeline installation
A typical pipeline installation process will involve the following steps:
Surveying the site designated for installation
Pipe route planning, design and approval
Site ground preparations
Pipe material fabrication
Stringing and bending pipes to fit the route
Welding pipe sections together
Weld joint inspection and approval
Coating the joints
Moving the pipeline into position
Fitting the valves
Final testing and sign off
Pipeline installation projects can take anything from a few months to several years to complete and requires many different skills, often implemented by a supply chain to larger companies. Independent inspection and the subsequent approval by a third-party organisation in the supply chain is beneficial to these large firms as it adds a level of rigour to a project, something which is not achieved when they approve their own work.
Pipeline installation standards
The safe installation and continuous management of pipelines requires companies to follow strict levels of code during the construction and operational phases of a pipeline project. There are 3 main codes which pipeline operators must observe:
Det Norske Veritas (DNV)
Each of these organisations stipulates very specific requirements for pipelines operators to acknowledge and factor into their working practices, all with the sole aim of improving the safety during installation and operation stages. Another highly important aspect is to provide a common standard that is approved by the pipeline operators and used by subcontractors on projects, including the pipe mills.
DNV codes of practice
Det Norske Veritas issued their first pipeline code in 1976 and has since gone on to achieve global recognition as the administrator of one of the leading pipeline standards organisations. DNV claims that over 65% of all projects completed adhere to their standards. These comprise service specifications and recommended practices, which are highly regarded within the international pipeline sector.
API standards
Established in 1919, the American Petroleum Institute has issued over 700 standards to establish, maintain, and distribute consensus standards for the oil and gas industry. The objective of the API is to enhance operational safety, environmental protection and sustainability across the industry. They claim to help speed up project acceptance, bring products to market more quickly, and avoid repetitive processes every time a product is manufactured.
International Organization for Standardization
The ISO offers numerous standards across a huge range of organisations, but also specifies and recommends codes of practice for the design, materials, construction, testing, operation, maintenance and abandonment of pipeline systems used for transportation in the petroleum and natural gas industries. Their purpose is that they aim to provide a basis for safe design, construction, testing, operation, maintenance and abandonment of pipeline projects.
Standards are a high priority for all involved in pipelines, whether that involvement may be manufacturing, installation or operation. The importance of any guidelines, regardless of the organisation that is recommending them, is the safety of people and the environment.
Pipe dimension measurement
The geometry of pipes, hollow tubes, cylinders, or whatever you prefer to call them is the subject of many varying interpretations. The aim of this section is to provide a general guide to the dimensions which are commonly referred to by those working with pipelines.
Pipe length (L)
This dimension is the overall distance between one end of a pipe and another.

Pipe outer diameter (OD)
This is the distance between the outer edges of the pipe end.

Pipe inner diameter (ID)
The inner diameter is the distance between the two edges of the hole, sometimes called the inner bore.

Wall thickness (WT)
Pipe wall thickness is the overall width of the pipe wall.

There tends to be a lack of consistency with regards to referencing pipe dimensions. For example, in the United States of America (US), dimensions are quoted in feet and inches, whereas in Europe, they are measured in centimetres. Whilst this might not seem like a significant concern, consider the $125 million financial loss to NASA in 1999 when the Mars Climate Orbiter, a robotic space probe, disintegrated into dust due to miscommunicated units.
Greater clarity and a determined set of geometry terms would help to create the necessary dimensional terminology required for consistent pipeline construction and operation.
There are many other pipe measurements that cover the ends of the pipe including pipe end squareness, pipe straightness, end dimensions, angles, weld types and joints. These are explained in more detail on our blog pages.
Pipe measurement tools
Given that there are numerous aspects of a pipe that might require measurement, there are many techniques and tools to carry out the measuring process itself. Some methods are basic and give rudimentary results, others are vastly more complex but can provide precise data about any given pipe dimension.
The same can be stated about pipe measuring tools. There are some relatively simple devices that are equally simple to use.
Simple pipe measurement tools
Tape measure
Pipe calipers
Pipe thickness gauge
Pipe end bevel gauge

Many of these pipe measurement tools are cheap and easy to apply, giving the user swift results. Despite the crude nature of these methods, they maybe sufficient for some pipeline project applications. Measurements such as the pipe length, outer and inner diameter, and wall thickness can be obtained with ease.
For situations where the pipe dimensions need to be taken with guaranteed accuracy, better repeatability or greater precision are required, more advanced tools are necessary.
Advanced pipe measurement tools
Tools exist to measure the more complex aspects of a pipe shape, including:
Pipe end squareness
Pipe weld gap
Pipe bevel shape
Pipe roundness
Pipe weld girth
Pipe end hooking
Unlike their relatively simple counterparts, these tools utilise innovative technology, including computer software, to provide more advanced measurement data.

Laser technology, for example, has progressed to the stage where it can be used to record several 1,000’s of measurements of a pipe end, creating a point cloud of the pipe’s geometry. This point cloud data can then be analysed on a computer using dedicated pipe measurement software.
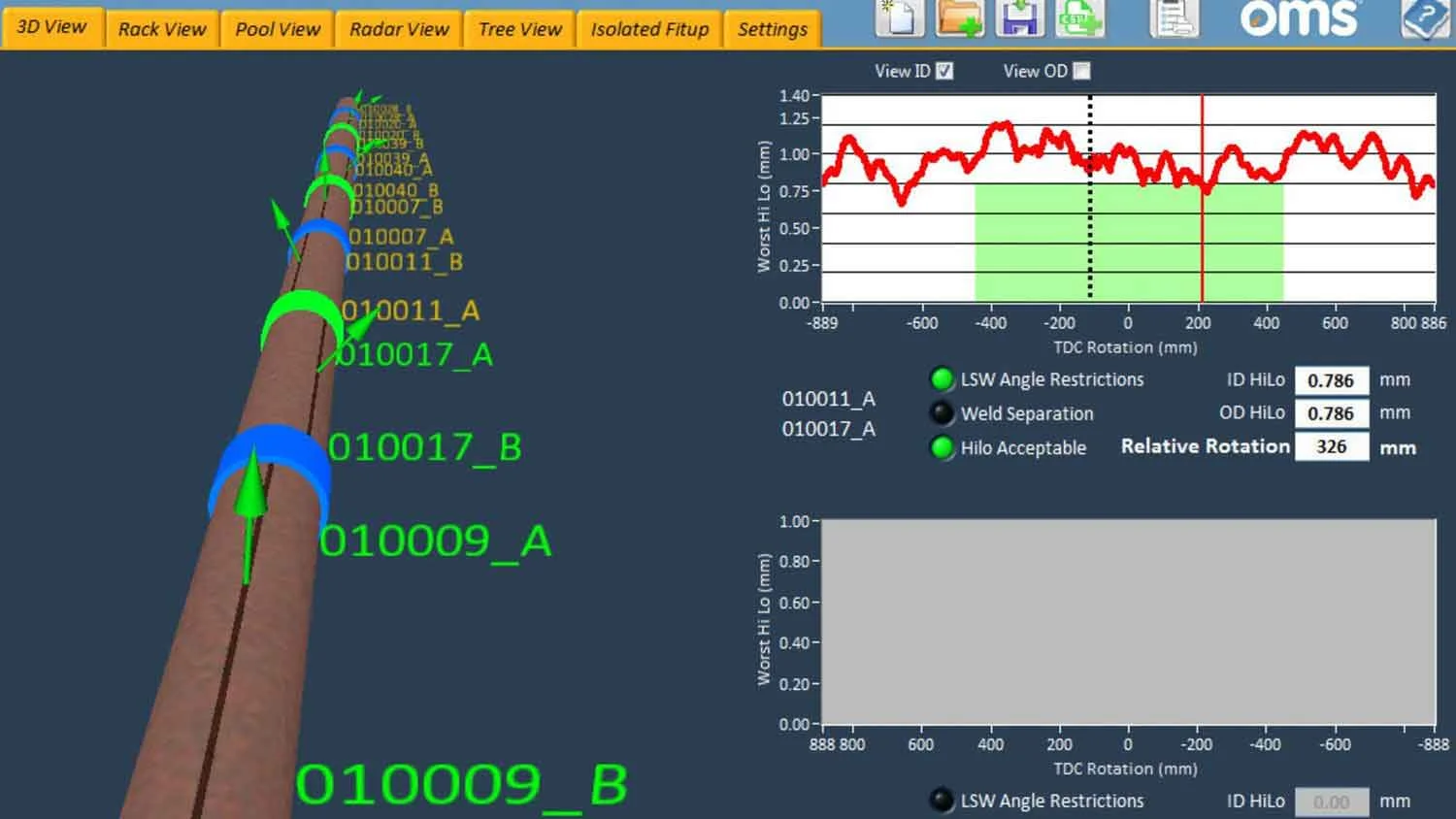
The accurate dimensional analysis of a pipe can be useful in situations where pipe alignment, or fit-up as it is often referred to, is important. The accuracy at which a pipe is aligned for deepwater pipelines designed to carry crude oil back to a refinery on land is critical.

Pipe alignment
Pipe alignment is the process of lining up two sections of pipe, usually one end to another end, in readiness for welding to create a longer section of a pipeline.

Despite pipe manufacturing standards improving with improving technology, the key problem is that:
Pipes are never manufactured perfectly round
Pipe wall thickness is never constant
Pipe lengths are rarely a consistent length
Pipes rarely have parallel geometry
Pipes will often have imperfections
Pipes, and specifically pipe ends, will often look perfectly round to the human eye, but the reality is that they are frequently imperfect. Due to the manufacturing, transportation and fabrication processes, pipes are subjected to a considerable amount of impact. This can result in them becoming ‘out of shape’ with:
Oval and lacking roundness along the length and at the ends
Dents, scrapes, pitting and gouges on the OD and at the ends
Inconsistent wall thickness along the length and at the ends
The fact remains that pipes are rarely produced consistently enough to achieve perfect alignment for welding. This isn’t to suggest that perfect alignment is required as a standard, in fact, there are numerous instances where a weld simply needs to be ‘good enough’ in order to be approved by a weld inspector and comply with project welding codes. For example, tolerances for pipelines over largely uninhabited and remote ground are less likely to be subject to the same stringent project specifications as a deepwater pipeline installation.

Highly accurate pipe alignment is critical for situations where the pipeline is likely to be subjected to intense pressure, corrosive liquids or gases, currents such as those encountered on the sea floor, steel catenary risers (SCR’s) or critical pipeline joints such as spool tie-ins.
Introduction to pipe welding
The practice of welding extends well beyond pipes into other areas of industry, but here we’ll touch briefly on the welding of pipes for the energy sector.
Welded pipes must withstand the weight and pressure of the fluid that they carry as well as the external conditions where the pipeline is situated. The increased strength of the pipes makes welding a challenge for engineers that have to work with them. To increase reliability and profitability in this industry, effective welding techniques are needed for these materials.

Between 2014 and 2019 it is estimated that 270,000 kilometres of pipeline has been installed at a cost of $216 billion. The demand for safer, more reliable pipelines with improved productivity is increasing, especially in the energy sector. But this requirement comes at a time where there is a need for more economic but stronger and larger diameter pipes. Unfortunately, these two sets of requirements compromise one another. When you think of increased safety or longevity, you might translate that to mean ‘I need thicker pipe walls’. When you want to reduce pipe installation costs, you probably think ‘I need cheaper pipes’. It’s easy to see how the needs of industry doesn’t always align with what can be achieved. Innovation can play a key role in solving these problems.
There is a distinct correlation between the quality of pipe welds and the performance of a pipeline. Higher quality welds result from good pipe end alignment. Both of these factors contribute enormously to pipeline performance. If the performance of a pipe hinges the quality of the joints, or welds, and good welds result from good alignment, the answer is rather obvious. Better pipe end alignment directly contributes to high quality welds, which leads to improved pipeline performance.
Whilst this might seem obvious, it’s not widely acknowledged by the owners of pipelines and those tasked with the installation of those pipelines.
There are a number of pipe welding techniques, including:
Manual metal arc welding (MMA or MMAW)
Shielded metal arc welding (SAW or SMAW)
Gas metal arc welding (GAW or GMAW)
Flux-cored arc welding (FCA or FCAW)
The chosen pipe welding procedure is dependent on the choice of pipe, its use within the pipeline, and the location in which it will be used. For example, the SAW welding process is generally preferred for offshore arc welding as it is more suitable for joining longer pipe sections prior to laying. These welds must be capable of withstanding intense production and extreme conditions, especially where water depths run into 1,000’s of feet. Whereby, working with utility pipe networks such as sewers will require a far less stringent welding process.
Weather conditions can also affect the choice of weld, with extreme heat in desert conditions and sub-zero temperatures in other zones. Pipe welding is a critical stage in the construction of a pipeline network, with poor welds potentially leading to poor performance or worse, pipeline failures and spills.
Pipe failures and welding defects
Reports suggest that between 1998-2017, corrosion was responsible for around 18% of all pipeline incidents. As social and environmental sensitivities increase, pipeline integrity management coupled with improved technology is helping to alleviate these occurrences. However, pipeline failures continue to be a cause of major concern for all stakeholders with an interest in pipeline installation. Pipeline operators must adhere to strict standards to ensure these critical infrastructures are built and maintained to minimise the risk of pipeline failure.

Pipe failures can arise for a wide range of reasons, with corrosion or cracking perhaps being the most commonly encountered issue. Corrosion is the process where a metal deteriorates due to an electrochemical reaction called oxidation, or rusting as it is more commonly known. Pipe oxidation can be prevented by taking steps to limit the condition, such as selecting the most appropriate material for use, adding corrosion inhibitors to the pipe treatment process, pipe coating, and in-line cleaning to remove contaminants.
Corrosion in pipes can generally be broken down into three types:
External corrosion: typically arising from external conditions of heat, water or pressure combined with contact with corrosive materials such as acidic soil.
Internal corrosion: resulting from the transportation of a corrosive or pressurised product
Corrosion defects: due to physical characteristics such as shape or form, or from issues resulting from handling or installation
In addition to corrosion, stress and cracking, environmental pressure and damage from installation or excavation can all contribute to the integrity of a pipeline.
However, pipes and other similar assets can be inspected for corrosion and potentially damaging defects, and once identified, corrected to ensure production is able to continue without disruption. This type of pipeline inspection can effectively de-risk a project during the installation phase and also during the operational phase, where periodic checks routinely take place.
When pipes are welded together, defects can occur for any number of reasons. Defective welds can significantly compromise pipe joints, with a knock-on effect of doing so to the entire pipelines integrity.
Weld defects in pipe joints might be due to:
Use of substandard materials
Incorrect coating process
Physical attributes such as dents or shape
Poor welding technique
Incorrect use of welding tools
Weld defects are typically discovered when they are inspected using x-ray or automatic ultrasonic testing (AUT) equipment. By the time defective pipe welds are normally identified, the welded joint is likely to have passed through a series of sequential processes. These processes might take place on land at a spool base or aboard a pipelay vessel at sea - it depends on the location of the final pipeline as to which - but the latter will have significant financial consequences due to delays and the corrective procedure.
If a defect is found at this stage, problematic welds will have to be removed by cutting them out, then the entire process has to start again. By inspecting the weld for the specific type of surface defect earlier in the process, a great deal of lost time can be recovered, and costs saved. Pipelay vessels can cost $100k’s per day, so the saving is considerable.
Furthermore, there are some types of defect that the later processes are less sensitive or impossible to detect, such as coloration for corrosion resistant alloy (CRA) welds, HiLo and porosity.
Pipe inspection
Pipe inspection is the process of examining an asset using non-destructive techniques (NDT), often for metal loss, and most commonly takes place at the installation stage or during production. Pipes need to be inspected for a number of reasons, usually to ensure that the asset is fit for purpose and doesn’t present the risk of failure. For example, a pipeline inspection might be recommended by an inspector as part of a quality assurance programme, or by a pipeline engineer in response to a known issue with a welded pipe joint. Inspecting pipes requires expertise about welding, an accreditation such as Certified Scheme for Welding Inspection (CSWIP), and for most instances, understanding of compliance standards.
An inspectors role is to evaluate pipe condition and anticipate problems that could potentially escalate into more significant issues that might compromise the integrity of a pipeline installation. Pipe inspection requires the utilisation of techniques such as:
Ultrasonic Testing (UT)
Magnetic Particle Testing (MT)
Liquid Penetrate (PT)
Radiographic test techniques
These methods can be deployed both on and offshore, and with handheld tools as well as remote inspection tools known as robotics or crawlers. Most locations are accessible to humans and allow the use of specialised measurement and inspection tools. Robotic crawlers are particularly useful when the requirement is to access challenging locations where human intervention is limited due to space, environmental or distance limitations.
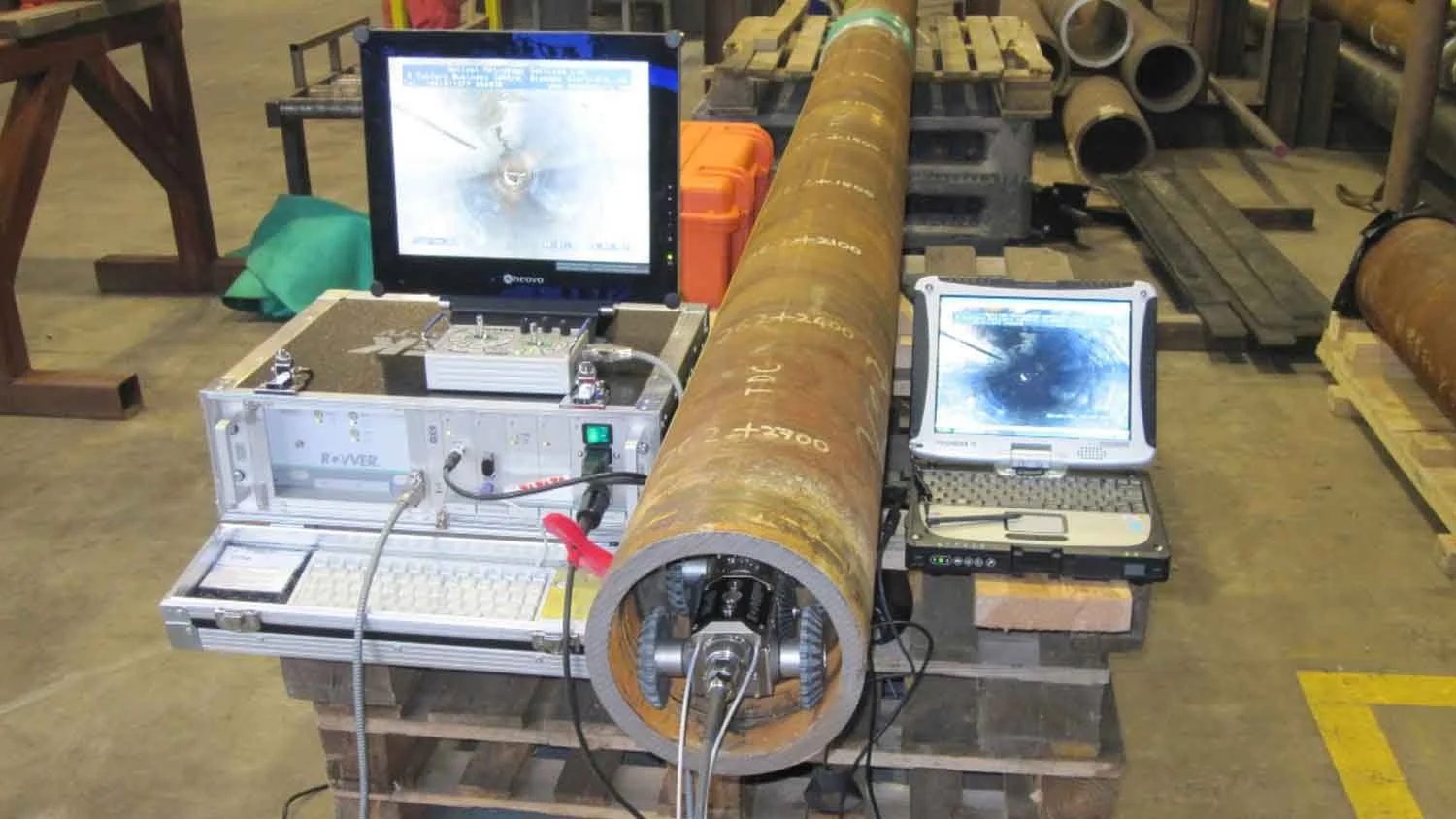
Robotic inspection units can be specially designed to travel over difficult terrain or surfaces and into spaces where temperature, pressure or hazardous chemicals are present, therefore reducing the risk to life. These devices can be designed to work in-line with pipeline installation engineers on the firing line, and fitted with wheels or tracks. A range of tools and technology can be attached to robotic inspection crawlers to carry out the desired tasks, with modern devices being modular by design to allow customisation in the field.
An inspection will typically involve checking for:
Pipe alignment - HiLo
Weld integrity - penetration, concavity
Pipe corrosion or erosion detection
Cracks or fractures in a pipe
Pipe end shape - out of roundness (OoR)
Wall thickness
Diameter
Understanding these attributes requires specialist skills and sophisticated technology, including both hardware to access the pipe and carry out the inspection, and software to interpret the results.
Hardware is now available to measure pipes and allow aspects such as straightness, wall thickness, diameter as well as bevel shapes to be quantified. Some tools give repeatable and traceable results which are crucial to project specifications for most modern projects where pipe alignment tolerances are critical.
Pipe inspection software might be as simple as images or providing more advanced capabilities as pipe end analysis, whereby laser scans of pipe ends compare measurements to allow the most efficient fit-up possible for a group of pipes. More accurate alignment of pipe ends prior to welding can have a significantly positive effect on the lifespan of a weld as well as the productivity of a pipeline as a result of increased efficiency.
Summary
Pipelines have evolved from the crude wooden tubes used for moving water from one place to another into complex, carbon steel infrastructures that run deep below the seas. And so has the technology which can be used to install, inspect and control them, but it is estimated that as many as half the US pipelines in existence today are almost 50 years old. With a statistic like this it’s hard to imagine the rest of the world’s pipelines are much different in terms of age.
Achieving peak pipeline performance is an aspiration held by many of the big energy organisations operating today. Pipeline integrity is an aspect that underpins every pipeline in existence and is a critical consideration for all operators regardless of the company size, location or length of the pipelines they control. Maintaining operational efficiency, meeting regulatory and safety standards are widely regarded as the route to continued peak performance.
Ensuring peak pipeline performance should include:
Correct pipeline design and installation
Use of appropriate construction materials
Proactive approach to preventative pipeline maintenance
Staff education and regular training sessions
The key theme to improving productivity in pipelines is a common sense one: investment in the right tools, technology and approach for the task at hand. The development of partnerships with experts in their field alongside the application of new tools can help energy firms move forward with bigger and bolder project plans.
