

Weld Inspection
Specialist award-winning camera and laser inspection services for hard-to-reach areas within energy production. Services include cleaning and surface preparation, weld scanning, defect identification and remediation, pre-coating inspection and data analysis. Pipes and welds are independently verified to meet project standards and all data is fully traceable. Our weld inspection services mostly deploy within the oil, gas, nuclear and renewable energy sectors and we have successfully carried out a number of one-off inspections in other sectors. Contact us if you have technically challenging inspection requirements.
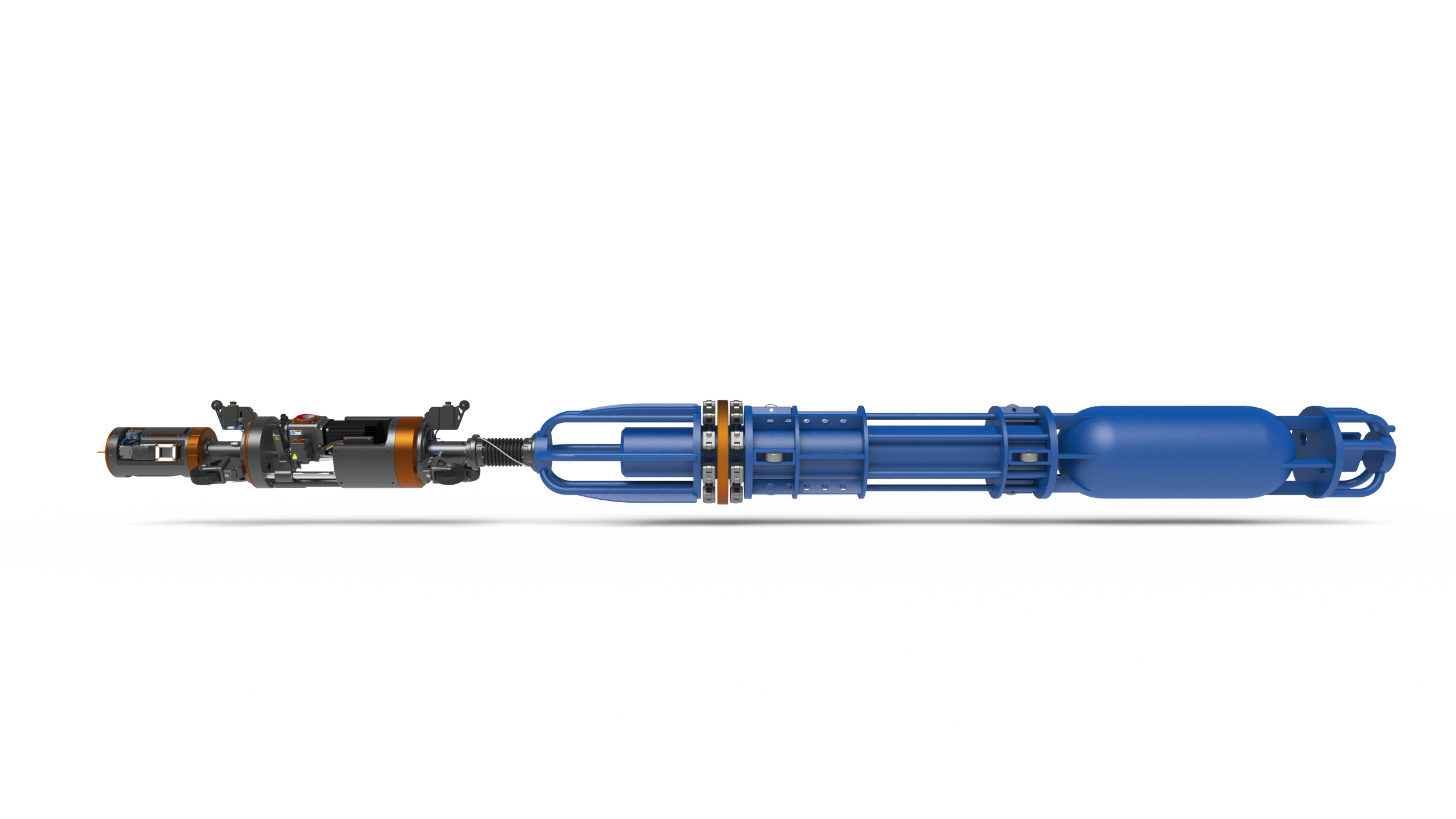
AUGA.node: visual and laser inspection
Make rapid, accurate in-field decisions with our self-contained laser and scanning system, which uses ultra HD cameras and state-of-the-art lasers to record comprehensive visual and dimensional information about a weld. Data captured provides a 3D map of the weld, indicating its full profile.
Attach to ILUC, deploy with AGILITY crawlers, or use push rods
Full 360º scan collects data in 25-45 seconds
Early detection of weld defects
Go/no-go indication
Data compatible with grinding or remedial action




Sectors
-

Oil & Gas
OMS weld inspection technology and services are regularly used on major global oil and gas projects.
-

Renewable energy
OMS inspects and repairs welds within major offshore wind installations.
-

Nuclear energy
OMS works on various projects with major nuclear power operators. Our technology is FAT-tested.
Deployment
OMS weld inspection technology can access welds in critical and difficult-to-reach sections. Our system is deployed in a variety of ways - either via the AGILITY crawler range, or attached to the ILUC using the AUGA.reach linear actuators or via push rods. All deployment technology is robust and reliable and easily transportable. It is ideal for harsh marine environments and has been used widely and successfully in major global energy projects.
-

AGILITY.micro
Agile, high-powered crawler for small pipes. Internal diameters from 120-200mm (4” - 8”).
-

AGILITY.mini
Powerful crawler for pipes from 200 - 400mm (10” - 16”) internal diameter.
-

AGILITY.max
Our largest crawler for pipes up to 32” internal diameter.
-

AUGA.reach
Linear actuators automatically locate weld when attached to the ILUC.
-
ILUC
Attach directly to ILUC for in-line weld inspection.
Remediation
Identify and remediate weld defects with SmartGrind, a state-of-the-art grinding system that solves weld defects at an early stage, ensuring any potential problems are identified and remedied rapidly. Welds are accessed via robotic crawler or attached to the ILUC, improving safety as no man-entry is required. Production can proceed efficiently with reduced need for expensive and time-consuming cut-outs.

Weld inspection projects



Weld inspection services









News




